
一文看懂连续纤维复合材料的3D打印现状
根据3D科学谷的市场观察,复合材料连续纤维的3D打印正在处于厚积薄发的节点上,而介于目前金属的3D打印多局限在航空航天及医疗这些高附加值产品的应用领域,3D科学谷认为当前的发展趋势使得塑料的3D打印将比金属的3D打印与应用端的结合面具有更加广泛的潜力。
*点击文中出现的红色字体打开延伸阅读*
 ....
....
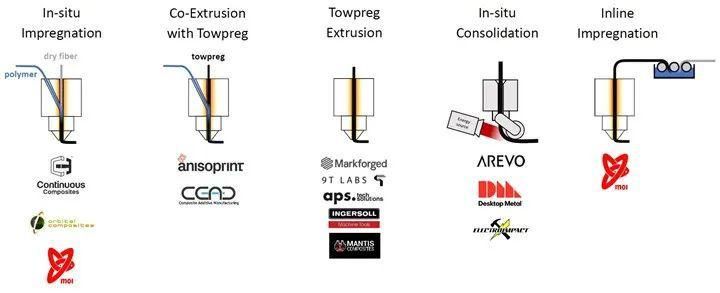
 当然复合材料的连续纤维3D打印从技术上分为不同种类,让我们先来大致了解下国外目前这个领域活跃的不同的技术:
当然复合材料的连续纤维3D打印从技术上分为不同种类,让我们先来大致了解下国外目前这个领域活跃的不同的技术:
乱花渐欲迷人眼的各种技术
/条条大路通罗马的技术
 ▲来源:compositesworld
▲来源:compositesworld
lIn-situ impregnation-原位浸渍:将干纤维送入喷嘴,同时在通过共挤出进行沉积的过程中,通过一种或多种流入方式注入基质材料。在沉积前将基体引入,加热并原位浸渍纤维。
lCo-extrusion with towpreg-丝束共挤出:代替干纤维,将预浸料/薄预浸料带送入喷嘴,加热并与其他基质材料共挤出。通常,丝束中的基质与共挤出中的基质相同。Anisoprint是一个例外,其中的预浸料基质是热固性的,而共挤出是热塑性的。
lTowpreg extrusion-拖丝挤出:丝束料的输入被加热并挤出而没有任何其他材料。
lIn-situ consolidation-原位合并:这种工艺类似与热塑性塑料自动纤维铺放(AFP)的缩小版本,其中在沉积时将输入的热塑性丝束/预浸料带原位固化。在进料过程中,原料由喷嘴处的外部能源加热,然后在沉积过程中通过压力辊放置和固化。
lInline Impregnation-内联浸渍:与3D细丝缠绕类似,在将纤维传输到打印头时将其浸渍。如同丝束挤出一样,沉积是通过喷嘴进行的。
另外丝束挤出通常被描述为熔融沉积(FDM),该术语由Stratasys注册了商标。
在3D打印行业中,为了避免与Stratasys注册的商标发生冲突,通常用熔融长丝制造(FFF)表示该工艺。不过连续长丝制造(CFF)则具体特指使用连续纤维增强进行3D打印。
此外,短纤维复合材料也不甘示弱,根据3D科学谷的市场观察,劳伦斯·利弗莫尔国家实验室-LLNL的改进型直接墨水书写(DIW-也被称为robocasting)已经成功3D打印航天级碳纤维复合材料,成为第一个这样做的研究实验室。被描述为“终极材料”的碳纤维复合材料开辟了创造轻量化、强于钢件的可能。更多发展中的碳纤维打印技术,请参考《不仅仅是汽车,美国人玩3D打印的“大”趋势》
打印机品牌举例
 /一体式
/一体式
9T Labs:这是一家位于瑞士的公司,其开发的两步Red系列技术包括用于铺层的构建模块和用于整合碳纤维增强PEKK(聚醚酮酮)和PA12(聚酰胺)材料的Fusion熔化模块。9T Labs正在开发具有无限旋转功能的类似AFP工艺加工的复合材料制备工艺,并与法国一家先进的金属零件制造商Setforge建立了合作,证明了其生产相对大量高性能零件的潜力。
Anisoprint:这家公司开发了双喷嘴复合纤维共挤出(CFC)技术,通过使用一个喷嘴进行FFF成型,将一个喷嘴进行碳或玄武岩丝料共挤出,可加工的材料从一系列PLA(聚乳酸)热塑性塑料到PEEK(聚醚醚酮)。更多信息,请参考3D科学谷之前发布的《连续碳纤维复合材料3D打印在智能自感应零件中的应用潜力》
Desktop Metal:通过机器人工具更换器在FFF和μAFP(微型AFP)沉积头之间切换。其LT型号可以打印碳(CF)或玻璃纤维(GF)以及尼龙PA6,而其HT型号可以打印PEEK和PEKK,该公司同时生产台式和工业3D打印机。更多信息,请参考3D科学谷之前发布的《探索独角兽金属3D打印公司Desktop Metal的趋势逻辑》
APS Tech Solutions:这是一家来自奥地利的公司,是一种CFF工艺,具有集成的在线切割机和带有四个打印头的自动更换系统。可用于加工多种材料,包括PLA,ABS,PEEK和用于烧结应用的金属/陶瓷。
Markforged:这家公司开发了twin-n喷嘴连续纤维增强(CFR)技术通过使用CFR喷嘴将连续CF碳纤维,GF玻璃纤维或AF和PA增强到零部件中,该公司同时生产台式和工业3D打印机。更多信息,请参考3D科学谷之前发布的《投资界的碳纤维风》
Impossible Objects:这家公司的CBAM技术类似于熔融沉积成型(FDM)技术,但是,与FDM直接在一个空的打印床上层积材料不同,该技术在一种纤维板上打印。通过这种打印工艺中,打印机的喷头将聚合物粉末堆叠起来,并用内置热源把它们融合在一起。最后,由一名技术人员将不需要的材料移除,打印过程就完成了。CBAM 打印过程中可以使用多种类型的聚合物粉末,从而产生不同的复合材料。更多信息,请参考3D科学谷之前发布的《高强度塑料3D打印设备Impossible Objects首批用户包括捷普》